Table of Contents
Worldwide, the market for digitally printed surface décor is expected to exceed 118 billion square feet by 2020. The projected growth, cited by market researcher Freedonia, is based on two related trends in panel processing—one on the demand side, one on the supply side.
“People’s buying habits are changing rapidly. They want products done to their sensibilities, and they expect them quickly. There is constant, persistent demand for mass customization,” said Ron Gilboa, group director production technology for Keypoint Intelligence. “On the supply side, there is constant, persistent need for production efficiency, what is tagged Industry 4.0. A drive to reduce overhead, eliminate waste and have predictability such that the supply chain is optimized without too much inventory or redundancy.”
Inkjet printing is not new, but digital printing for manufacturing decorative surfaces is a relatively new frontier—one where companies in the world of digital printing want to stake claim. Competition in the digitally printed decorative surfacing market is driving innovation in pattern scanning, pre- and post-coating, equipment automation and print head and ink technologies, while simultaneously driving down costs.
Diversity moves the industry forward. Today’s printers are acquiring new inkjet technologies to better serve the panel processing/decorative surfacing markets. With those investments come two changes to the process that have potential to shift the supply chain: scalability and digital information. Understanding what is possible, and the sweet spots of marketability, gives savvy end-users the ability to specify with a higher degree of customization and fabricate more efficiently.
Digital printing for decorative surfaces is applied using two basic methods: 1. To a paper or plastic film that is laminated to a substrate. 2. Direct imaging and coating on a substrate (in this industry, typically MDF or plywood, though the technology can be customized for many other materials, such as glass, metal, ceramic, etc.). These technologies can be used specifically for flooring, but that’s another story.

Scalability and Digitally Printed Décor Paper
In the beginning, there was rotogravure printing, and it still drives most décor paper volume. Since the time of Guttenberg, people have used intaglio printmaking for a variety of applications. An image is cut into a surface, and the sunken area holds ink, which is transferred to another surface. Modern rotogravure printing, the technological apex of intaglio, is the industry standard for high-volume laminate décor paper and film. Source material is scanned, and the design is digitally separated into layers. Each layer is engraved onto a large (up to eight feet long and about 60 inches in circumference) press cylinder that lays down various stages of color onto a continuous roll of base paper/film. The fidelity is excellent. Yet despite the technological enhancements to the process, rotogravure is still a mechanical process. Switch-out between designs is costly, time consuming and complicated,

 which is why rotogravure is the printing process of choice only for orders in excess of a ton of paper/film or about 150,000 square feet.
which is why rotogravure is the printing process of choice only for orders in excess of a ton of paper/film or about 150,000 square feet.
“When you get into the digital printing game, you’re now in the IT business,” said Ricky Crow, director of high pressure laminate at Wilsonart. “We’ve had a small-scale digital printing operation for 20 years. It’s the same technology found in other markets, like sign and display.”
Before exploring the different ways Wilsonart uses small-scale digital  décor printing, it is important to note that Wilsonart and the other material suppliers who offer custom laminate are able to do so because they are vertically integrated. It’s not enough to simply digitally print a custom décor. The paper must also be saturated with melamine resin, covered with a wear layer and pressed to the substrate. If layers of kraft paper saturated with phenolic resin are added between the substrate and the décor paper, the resulting product is high pressure laminate (HPL). Thermally fused laminate (TFL) is made without kraft paper.
décor printing, it is important to note that Wilsonart and the other material suppliers who offer custom laminate are able to do so because they are vertically integrated. It’s not enough to simply digitally print a custom décor. The paper must also be saturated with melamine resin, covered with a wear layer and pressed to the substrate. If layers of kraft paper saturated with phenolic resin are added between the substrate and the décor paper, the resulting product is high pressure laminate (HPL). Thermally fused laminate (TFL) is made without kraft paper.
“Everything is moving toward mass customization, and we have the ability to offer true one-of-a-kind design through our Wilsonart x You program,” Crow said. “Another big thing happening as digital becomes more prevalent is the ability to offer a wider design line to the A&D community and make it manageable.

 “We always joke that there are two questions people ask whenever you launch a new item. One is, what color does it come in? And the other is, what other colors does it come in? It’s cost-prohibitive to maintain a large mainline. We have over 400 designs on our wallboards. But if you go online, we have an additional 400 designs in our Virtual Design Library that are a combination of traditionally rotogravure printed and digitally printed items. So, in essence, we have doubled our offering to designers.”
“We always joke that there are two questions people ask whenever you launch a new item. One is, what color does it come in? And the other is, what other colors does it come in? It’s cost-prohibitive to maintain a large mainline. We have over 400 designs on our wallboards. But if you go online, we have an additional 400 designs in our Virtual Design Library that are a combination of traditionally rotogravure printed and digitally printed items. So, in essence, we have doubled our offering to designers.”
Among its designs, Wilsonart’s Spectrum collection of optical solid patterns is available in 40 different pre-curated colorations, and if that isn’t enough, Wilsonart is able to digitally match swatches for custom colors on those designs. This process, called versioning, fills the need for low-volume semi-custom decorative surfaces.
versioning, fills the need for low-volume semi-custom decorative surfaces.
“We have the capability to do several hundred or a few thousand sheets in a fairly expeditious manner,” Crow said. “But if you do the math, 1,000 4×8 sheets is 32,000 feet. That’s still small scale.”
This leaves an obvious hole in the printed décor paper/film market: midscale semi-custom.
Enter the experts, the décor printers.
“You can only influence new technologies if you play a leading role. In mid-2015, Interprint was the first company in our industry to start industrial digital printing on décor paper at our Arnsberg, Germany, location,” said Holger Dzeia, CSO, Interprint Germany. “And, of course, we did not start from scratch. Our research and development department had been intensively working on digital printing since 2006.”
Industrial digital printing cost effectively meets the mid-volume décor paper need, but the advantages to both the customer and the printer go beyond price. Speed to market—the time between design inquiry to finished decorative paper—is faster. Rotogravure designs are constrained by the circumference of the print cylinders, resulting in pattern repeat. Digitally printed décor paper has no such limitation.
The new technology also affords Interprint production efficiencies. “As we have both technologies available in-house, we can change from one production method to the other depending on the requirements, workflow and customer requests,” Dzeia said. “It is particularly interesting to our classic markets of panel processing, furniture and flooring when they are in the introduction or decline stage of the product life-cycle that make smaller batch sizes necessary.”



Though geared toward mid-volume production of printed product, industrial digital printing retains absolute design flexibility. “The term ‘variety’ is getting a totally new meaning and importance, especially in view of the omnipresent megatrend of customization,” Dzeia said. “The potential and possibilities appear unlimited. However, an infinite amount of choice also frequently entails uncertainty on the customer side. It is therefore becoming increasingly important to provide the customers with guidance in terms of trends and design, which is one of Interprint’s core competencies.”
This year at interzum, décor printer Schattdecor presented its new industrial digital printing capabilities. Located at the Thansau, Germany, headquarters, the Palis 2250 printer is able to print with a speed of 32,000 feet per hour, a printing width of 7.38 feet and identical pigments to rotogravure printing.
“Digital printing invites people to think outside the format,” says Margie Edwards, marketing manager at Schattdecor. “At interzum, there was a lot of interest in our mixed materials designs, for example combining a woodgrain and a stone pattern. While digital can match nearly any rotogravure décor, it can also achieve more complicated designs. In rotogravure, a design requiring four stages with four cylinders is considered complex. The Palis 2250 has over 80 water-cooled print heads that shoot 25.5 billion color droplets per second on the paper. At a 1200 dpi resolution, up to 6GB of data per second is processed. Imagine the possibilities.”
Switch-over between designs for single-pass digital printers is data-driven and instantaneous, making it possible to print rainbow rolls with multiple décors.
Digital printing for décor paper has one restriction. Special effect colors such as white, metallic and pearlescent are currently unable to be digitally printed due to their pigment size. At this point, rotogravure is the only choice for those. It is one of many ways the two technologies are complementary. In conjunction, they greatly expand the possibilities of mid and high-volume décor paper printing.
Direct Digital Printing
Digital printing is possible on many materials, but achieving the durability necessary for a decorative surface to perform in applications such as furniture, store fixtures, cabinetry or architectural millwork requires special treatment. So it stands to reason that one of the first companies to offer digital printing direct to substrate on an industrial level also has the largest UV-coating line in North America.
 “That’s 90 percent of the equation. You can’t just have the digital printer. You have to be able to prep the panel for printing and coat it after,” said Don Kuser, general manager of North American Plywood. Based in Parsippany, New Jersey, the privately held plywood wholesaler and full-service component processor (complete with PUR laminating capabilities) is well-positioned to integrate digital printing/ digital staining.
“That’s 90 percent of the equation. You can’t just have the digital printer. You have to be able to prep the panel for printing and coat it after,” said Don Kuser, general manager of North American Plywood. Based in Parsippany, New Jersey, the privately held plywood wholesaler and full-service component processor (complete with PUR laminating capabilities) is well-positioned to integrate digital printing/ digital staining.
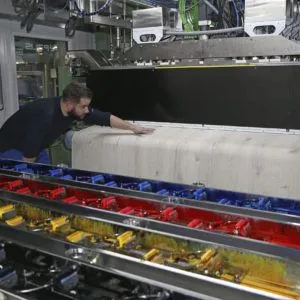
North American Plywood’s 5-foot-wide UV-coating line occupies 22,000 square-feet. The Bürkle system is robotically fed and features eight roll-coaters and three Costa sanders.
 “Our digital staining is in line with our coating,” Kuser said. “It’s an Inca Onset multi-pass printer with Fuji heads. We went with the Inca technology because it has a full vacuumed bed that holds the material down. I’m a plywood guy, not just MDF and particleboard, and plywood tends to warp and move a little bit. This way, the material is a lot more stable during printing, and we can index it perfectly. Our printer can also print 10,000 square feet an hour, so we are not limited to one-off production.”
“Our digital staining is in line with our coating,” Kuser said. “It’s an Inca Onset multi-pass printer with Fuji heads. We went with the Inca technology because it has a full vacuumed bed that holds the material down. I’m a plywood guy, not just MDF and particleboard, and plywood tends to warp and move a little bit. This way, the material is a lot more stable during printing, and we can index it perfectly. Our printer can also print 10,000 square feet an hour, so we are not limited to one-off production.”
To achieve this speed, the Inca Onset is equipped with a massive array of 576 print heads and more than 73,000 nozzles, jetting over 3 billion droplets of ink per second. North American Plywood partners with Fuji inks and AkzoNobel to ensure the printing and coating systems work together.
Initially, North American Plywood invested in the technology as a means to add value to commodity plywood panels. With digital staining, a sustainable species of wood can look like a rare species without negatively impacting the environment. “Fidelity with conscience,” Kuser calls it.
In-house scanning capabilities make it possible for the company to not only supply high-end veneers but to replicate them (digitally modifying the files for specialty matching), giving specifiers the ability to cover more surface area with more integrity and lower cost. North American Plywood’s digitally printed/digitally stained panels are already in use in point-of- purchase displays, hospitality and children’s furniture. Since the technology was implemented in January 2017, new applications are continually in demand.

Data Driven Manufacturing
Gilboa estimates vendors of digital printing equipment are driving adoption of digitally produced decorative surfaces to the tune of about 6.9 billion square feet in print capacity per year. Underlying that shift into the world of informational technology is data. Data with the potential to increasingly integrate with operational technology, enabling manufacturers to compress their supply chain and streamline production while offering new products to consumers and the A&D community.







{kind=link}